Solutions
Overview
Overview of M3SH Solutions Distributed by WBKG Consulting Engineers:
WBKG Consulting Engineers proudly distributes a comprehensive range of M3SH Technologies’ cutting-edge monitoring and safety solutions specifically tailored for the mining industry. These intelligent systems are engineered to operate in the most demanding environments, enhancing workplace safety, operational efficiency, and environmental compliance. From advanced real-time gas detection to private 5G communications networks, each solution is designed to deliver immediate, actionable insights, helping mines prevent incidents before they escalate. Our portfolio includes sensors and monitors for gas, dust, smoke, noise, airflow, and diesel emissions, all seamlessly integrated into digital mining platforms. By leveraging these technologies, mining operations can achieve a new level of proactive safety management, ensuring the protection of personnel, equipment, and productivity in line with Industry 4.0 standards.
Solutions:
Environmental Monitors

D52 Dust Particulate Matter Monitor:
A laser-based dust sensor that continuously measures and reports airborne particulate concentrations in real time. The D52 counts particles in the respirable size range (from PM1.0 up to PM10) to provide a detailed assessment of dust levels in tunnels and work areas. When dust concentrations exceed preset safe thresholds, the D52 can automatically activate connected ventilation fans or dust suppression systems, immediately reducing dust to protect workers. This monitor’s intelligent control capability helps prevent chronic respiratory illnesses by limiting exposure to harmful fine dust, and it supports compliance with occupational air quality standards (e.g. OHSA/MSHA limits) through accurate, continuous monitoring.

DPM50 Diesel Particulate Monitor:
A specialized real-time monitor for diesel engine emissions and aerosol particulate. The DPM50 detects and quantifies diesel particulate matter (soot and fine exhaust particles) from machinery, enabling mines to closely track emissions from vehicles and generators. It provides immediate alerts if diesel particulate concentrations approach dangerous levels, helping maintain air quality underground. By delivering reliable emissions data, the DPM50 supports compliance with strict diesel emission regulations and demonstrates a commitment to worker health. Built for tough conditions, it features a robust, low-maintenance design and can be customized with multiple sensing capabilities (including certain exhaust gases or ambient parameters) for a comprehensive emissions monitoring solution.

P50 Multi-Gas Monitor:
A fixed, multi-sensor gas monitoring unit designed for extreme and hazardous environments such as explosive or gaseous atmospheres. The P50 continuously tracks a variety of environmental parameters and is equipped with sensors for temperature, humidity, carbon dioxide, and other toxic or combustible gases. It features real-time digital displays, a high-decibel audio alarm, and a 360° LED strobe, providing immediate warnings when unsafe gas levels or conditions are detected. An 8-hour battery backup and support for both wireless and RS-485 communication ensure reliable data transmission to control systems even during power disruptions. For safety in volatile atmospheres, the P50 is available in intrinsically safe models, meaning it operates without igniting flammable gases, and meets rigorous mining standards for explosion-proof equipment.

S50 Smoke and Early Fire Monitor:
An intelligent area monitor for early fire detection that can distinguish genuine fire emergencies from false signals. Using advanced sensing algorithms, the S50 differentiates between real fire smoke and deceptive sources like welding fumes, diesel exhaust, or hot works, greatly reducing false alarms. It employs photoelectric smoke detection to catch incipient fires at an early stage, triggering alarms and alerts so that interventions can occur before a fire spreads. This precise early warning system enhances safety by ensuring reliable fire detection while avoiding unnecessary panic or work stoppages.

P511 Air Velocity Monitor:
A real-time airflow sensor used to ensure optimal mine ventilation. The P511 continuously measures air velocity in tunnels and shafts, verifying that fresh air is moving at required rates to dilute gases and provide oxygen. It features configurable audible and visual alarms that trigger if airflow falls outside of safe parameters, alerting personnel to ventilation failures or stoppages. This allows for immediate corrective action (such as adjusting fans or investigating obstructions) to maintain a safe atmospheric environment. With its accurate sensing technology, the P511 helps mine operators manage ventilation systems efficiently and prevent dangerous conditions like gas build-ups or oxygen deficiency.

Noise Monitoring Devices (NM Series):
Durable sound level monitors designed to continuously track ambient noise in mining environments. These devices cover a broad frequency range with high precision, detecting noise exposure levels in real time. By monitoring noise 24/7, they help ensure compliance with regulatory limits on sound exposure and protect workers from noise-induced hearing loss. The system can generate alerts or logs when noise exceeds safe thresholds, allowing engineers to implement additional noise controls (e.g. dampening measures or personal protective equipment) in high-noise areas. The NM series’ high accuracy and reliability provide confidence that the mine’s sound levels remain within safe limits, contributing to a safer and more comfortable work environment.
Private 5G Networks


M3SH Private 5G Network Solution – A customizable, independent wireless network for mines that provides ultra-high-speed connectivity, low latency, and secure communication without requiring complex radio planning. This private 5G infrastructure ensures robust, real-time data links between underground sensors, equipment, and surface operations. Built for harsh environments, it offers reliable coverage in large or deep mines where conventional Wi-Fi struggles, enabling immediate transmission of critical safety data (e.g. gas levels, equipment status) to decision-makers. The dedicated 5G network enhances operational safety and efficiency by supporting mission-critical IoT devices with stable, low-delay communication.
Motor Protection and Power Supply
M3SH Technology offers advanced motor protection and power supply solutions designed for motors used in a variety of equipment such as pumps, fans, conveyors, compressors, crushers, and transformers
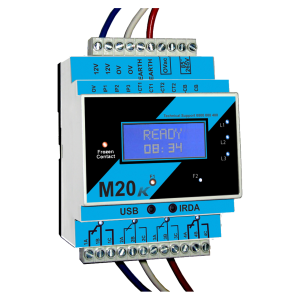
M20-series Motor Protection:
A robust line of motor protection relays designed to safeguard low to medium-voltage motors used in mining and industrial applications. The M20-series relays offer comprehensive protection features including overload, phase loss, earth fault, and thermal modeling. These devices improve operational uptime by detecting and responding to motor faults early, preventing damage to critical equipment. Compact and modular, the M20-series is ideal for integration into control panels and MCCs, supporting both conventional and digital automation systems.

M550 Motor Protection and Management Relay:
A high-performance motor management solution that combines advanced protection, monitoring, and control capabilities in one device. The M550 is suitable for complex, high-power motor applications and offers a wide array of protection functions such as locked rotor, current imbalance, and ground fault. It includes onboard data logging, diagnostics, and support for remote communication via industrial protocols, making it ideal for smart motor management within digitally integrated mining operations.

PSU3000 – Linear Power Supply:
An industrial-grade linear power supply engineered to deliver clean and reliable DC power in harsh environments. The PSU3000 is used to power sensitive monitoring and control equipment in areas where electrical noise or fluctuation can cause performance issues. With its high efficiency, rugged casing, and short-circuit protection, it ensures uninterrupted operation of mission-critical devices such as sensors, relays, and controllers throughout mining sites.
Related Articles & Blogs

Modern mines are becoming highly connected digital environments, and network reliability is now as important as the reliability of physical equipment. In particular, the advent of private 5G networks is revolutionizing how mines transmit data and communicate underground. Unlike legacy Wi-Fi or leaky feeder systems, a private 5G network provides robust, high-bandwidth wireless coverage that can seamlessly connect sensors, machinery, and personnel even in the depths of a mine. This dedicated network is owned and operated by the mining company, ensuring communications are secure and available whenever needed – a critical factor for safety applications.
What is a private 5G network? It is essentially a miniature cellular network built for exclusive use on the mining site. M3SH’s private 5G solution, for example, is a fully independent wireless infrastructure that delivers ultra-high-speed connectivity with low latency in a localized area. Because it’s private, it doesn’t rely on public carriers or external internet; all data stays within the mine’s control. The system uses advanced 5G radios and antennas placed strategically to blanket both the surface and underground workings with a strong, reliable signal. Notably, M3SH’s implementation requires no complex RF network planning – the equipment can be deployed and configured rapidly, forming a self-optimizing mesh that adapts to the mine layout. The result is a versatile and resilient network that remains operational even as the mine develops or conditions change.
Key advantages of private 5G in mining include:
Extended Coverage & Penetration: Private 5G offers improved coverage over traditional Wi-Fi, with signals better suited to large surface mines and underground tunnels where connectivity is challenging. Fewer access points can cover more area, and the network can penetrate difficult geologies to reach deep equipment and sensors.
Ultra-Low Latency: 5G technology supports near-instantaneous data transmission, which is crucial for real-time applications like remote vehicle control, autonomous drills, or emergency hazard alerts. In mining, milliseconds matter – a private 5G network’s URLLC (Ultra-Reliable Low Latency Communication) capabilities enable immediate response to sensor data or remote commands. This low latency means that if a gas sensor detects a leak or a worker triggers a distress signal, the alert reaches the control room and responsible personnel with virtually no delay.
High Bandwidth: With far greater bandwidth than legacy wireless, a 5G network can handle large volumes of data simultaneously. This allows a multitude of IoT devices to operate in parallel – from high-definition video feeds on mining equipment, to continuous streams of environmental sensor readings, to wearable health monitors for miners. The network can carry all this data without congestion, ensuring that critical information (like an approaching machinery fault captured by a sensor) isn’t delayed or lost in transmission.
Reliability and Security: Built as an industrial-grade solution, a private 5G network offers high reliability and robust security by design. Since the network is dedicated and not shared with public users, it experiences minimal interference and can be engineered with redundant nodes for fault tolerance. Data is encrypted and stays within the mine’s domain, reducing the cybersecurity risks. This is vital for mines handling sensitive operational data or that require guaranteed communications during emergencies.
Scalability & IoT Integration: Private 5G can gracefully scale to thousands of connected devices and sensors, future-proofing the mine’s digital infrastructure. As a mine expands or adopts more automated equipment, the 5G network can accommodate the growth without a loss in performance. Moreover, it integrates seamlessly with Industrial IoT platforms – devices like environmental monitors, trackers on miners and vehicles, and automation systems can all connect to the same network and even serve as mesh nodes to extend coverage. This synergy enables advanced use cases such as edge computing and real-time analytics at the mine site.
With these capabilities, private 5G effectively forms the backbone of the “digital mine.” A stable, mine-wide network means that data from various safety systems and sensors can be transmitted to decision-makers instantly. For instance, a suite of M3SH’s real-time monitors (for dust, gas, air quality, etc.) can feed their readings to a central dashboard on the surface in real time via 5G. If any hazard threshold is crossed – say, a sudden methane spike or a fire alarm – the alert is received and acted upon immediately, whether that means triggering automated ventilation or notifying evacuation teams. The low latency of 5G is particularly important for critical response scenarios, ensuring there’s no lag between a sensor detecting a problem and the system responding to it.
Furthermore, the high bandwidth and reliability open the door to remote operations and analytics. Engineers on surface can tele-operate underground vehicles with live video streams, or maintenance experts can use augmented reality (AR) over a stable link to guide repairs in real time. The 5G network’s capacity allows not just reactive safety management, but also predictive analytics: continuous data from equipment vibration sensors or air quality trends can be analyzed (on-site or in the cloud) to predict failures or hazardous events before they occur. This kind of proactive, data-driven safety strategy is a key aspect of mining’s digital transformation.
In summary, private 5G networks provide mines with a secure, reliable, and high-performance communication foundation that directly enhances safety and operational efficiency. By connecting miners, devices, and systems under one ultra-responsive network, mines can implement real-time monitoring, automation, and rapid emergency response like never before. The technology ensures that critical information flows without hindrance – a cornerstone for both protecting workers and optimizing productivity. As mining companies continue to embrace digitalization, private 5G stands out as a powerful enabler of the safer, smarter, and more resilient “Industry 4.0” mine.
Deep underground, the most dangerous threats are often the ones you cannot see or smell. Toxic and explosive gases – like methane seeping from coal seams or carbon monoxide from diesel equipment – have caused some of the worst disasters in mining history. Ensuring air quality and breathable, safe atmospheres in mines is therefore a top priority. Today’s mines are turning to advanced gas detection technologies to continuously sniff out these invisible dangers and keep miners out of harm’s way.
The risks of hazardous gases: Underground mining can release a variety of dangerous gases. Methane (CH₄) can accumulate in coal mines and is highly explosive; a spark in a methane-laden area can trigger a catastrophic blast. Carbon monoxide (CO), a poisonous gas, can build up from blasting or engine exhaust and is deadly even at low concentrations. Low oxygen levels (O₂ depletion) can also occur in confined areas, creating asphyxiation hazards. Traditional methods like handheld gas testers or canaries of the past are no longer sufficient to guard against these threats continuously. Modern mines require around-the-clock, real-time gas monitoring to catch any buildup before it reaches critical levels.
Modern gas detection systems: M3SH Technologies, via Probe IMT, offers sophisticated fixed gas monitors like the P50 Environmental Monitor to address this need. These units are usually installed at strategic locations in the mine and contain a suite of sensors to detect multiple parameters simultaneously. For example, a single P50 station can measure gas concentrations (such as methane percentage and CO in ppm), ambient temperature, humidity, and more. By combining data on environmental conditions, the system can provide a comprehensive picture of air safety in that section of the mine. The sensors continuously sample the air and update readings in real time on an easy-to-read display. If any gas level exceeds a pre-set safety threshold, the monitor triggers an immediate alarm – typically a loud siren and flashing lights – to warn nearby personnel of the danger. Simultaneously, it can send electronic alerts over the network (via wired connection or the mine’s wireless 5G network) to the control room above ground.
Notably, these gas monitors are engineered for reliability in harsh conditions. They are built into rugged housings that withstand dust, moisture, and vibrations common in mining environments. Crucially, they are often designed as intrinsically safe devices, meaning their electronics are configured to prevent any spark or heat that could ignite flammable gases. This is evidenced by M3SH’s P50 monitor having models specifically certified for use in explosive atmospheres. Even if methane is present at high levels, the monitor itself won’t become the ignition source. Moreover, the units come with backup power (like an 8-hour battery built-in) so that gas monitoring remains uninterrupted during power outages or moves. This kind of fail-safe is vital; ventilation fans might stop in a power failure, but the gas monitors will continue to watch for rising concentrations and can still trigger alarms or generator start-ups.
Another key feature is integration with automated ventilation and safety systems. Modern gas detection isn’t just about sounding alarms – it’s about active prevention. The monitors can be tied into ventilation control such that if, say, methane starts trending upward in a tunnel, the system can automatically ramp up fans or open additional airways to disperse the gas. Likewise, if low oxygen is detected, it might initiate evacuation protocols or switch off diesel machinery in the area to prevent the situation from worsening. These responses can happen in real time, far faster than human reaction alone. As Probe IMT has noted, combining real-time sensor data with fast networks means even “last mile” underground information (like a sudden gas spike) reaches the surface instantly for action.
To illustrate the capabilities of advanced gas monitoring, consider what a modern fixed system offers versus older approaches:
Continuous Multi-Gas Sensing: Instead of periodic manual checks for one gas at a time, units like the P50 constantly measure a range of gases (combustible gases, toxic gases) plus environmental factors concurrently. This provides a holistic safety view and can catch issues (e.g. a combination of high temperature and CO might indicate a heating of coal or an engine issue) that single readings might miss.
Instant Alerts and Data Logging: If dangerous gas levels emerge, the system doesn’t wait – alerts are immediate, both locally (alarms underground) and remotely (to control systems). Every reading is timestamped and logged, creating a detailed record for analysis, compliance, and incident investigation. Managers can review trends over time to identify problem spots or times of day when gas tends to accumulate, enabling preventive actions.
Integration with Networks and IoT: Modern gas detectors are IoT devices. They often support connectivity like Wi-Fi, Zigbee, or private 5G out of the box, meaning they feed data continuously into centralized mine monitoring software. This integration allows automated cross-system actions (for example, a high methane reading can automatically cut power to certain equipment and send text alerts to managers). It also means on-site engineers and even off-site specialists can see gas conditions in real time via cloud platforms, enhancing oversight and response.
Rugged and Reliable Design: These monitors are built to operate 24/7 in tough conditions without frequent maintenance. With self-diagnostics, filters or self-cleaning optics (for optical sensors), and robust enclosures, they maintain accuracy over long periods. Intrinsic safety and compliance with mining standards ensure they remain reliable under all conditions, safeguarding both the device and the users around it.
The impact of implementing such gas monitoring is significant. First and foremost, it dramatically improves miner safety – no one is left unknowingly walking into a pocket of toxic or explosive gas. The system provides an early warning “shield” that is always active. Secondly, it helps mines maintain compliance with health and safety regulations. Many jurisdictions require continuous monitoring for gases like methane in coal mines and have strict exposure limits for gases like CO. Real-time monitoring systems make it far easier to demonstrate compliance and take swift action if limits are approached, as opposed to relying on after-the-fact sampling. In fact, regulators are increasingly mandating these kinds of systems; recent mining safety guidelines explicitly call for real-time monitoring of airborne hazards to prevent disasters.
Finally, gas monitoring data contributes to the overall operational reliability of a mine. By preventing explosions or poisoning incidents, the mine avoids catastrophic downtime. Even on a smaller scale, early detection of issues like diesel equipment emitting excess CO or a ventilation fault causing rising gas levels allows maintenance crews to fix problems before they escalate. It’s a proactive approach rather than reactive firefighting. In the era of digital transformation, smart gas detection is a cornerstone of the “intelligent mine” – making an inherently dangerous industry markedly safer through technology that can detect the invisible threats in real time and enable immediate, reliable responses.
Beyond gases, mines are filled with other environmental hazards that can harm workers’ health over time or suddenly jeopardize safety. Dust particles, insufficient airflow, and excessive noise are three such challenges that every modern mine must control. Traditionally, these factors were managed through periodic inspections or by reacting to obvious problems (for example, seeing dust clouds or hearing machinery noise). However, just as with gas, the industry is shifting toward real-time environmental monitoring for these parameters to create a safer and more efficient workplace. By continuously measuring dust, airflow (ventilation), and noise, mines can move from a reactive stance to a proactive safety strategy, addressing issues before they injure workers or violate regulations.
Monitoring dust and particulate matter: Dust is an ever-present concern in mining. Drilling, blasting, and hauling can generate fine particulate matter (such as silica dust or coal dust) that lingers in the air and, when breathed by miners, can cause serious lung diseases like silicosis or “black lung.” Real-time dust monitors like M3SH’s D52 Dust Particulate Monitor are designed to tackle this issue head-on. These devices continuously sample the air for tiny particulates, often using laser-based optical sensors to count and size the dust particles in the air. They provide immediate readings of dust concentrations (common metrics are PM₂.₅ or PM₁₀ in micrograms per cubic meter) and can calculate time-weighted averages to understand prolonged exposure levels. If dust levels begin to approach unsafe limits, the system will send alerts so that operators can take action – for instance, slowing down a drill, applying water sprays or chemical dust suppressants, or pulling workers out of a dusty area until it clears.
Importantly, many of these dust monitoring systems can interface with ventilation or dust suppression equipment automatically. In a cutting-edge setup, the monitor itself can activate a localized extractor fan or misting system once it detects dust above a certain threshold. This kind of immediate intervention can prevent a cloud of dust from ever reaching workers’ breathing zones. It also ensures regulatory compliance: mining regulations set occupational exposure limits for respirable dust, and exceeding them can result in fines or shutdowns. A real-time monitor helps mines stay within these limits by constantly adjusting controls. As noted in industry reports, such monitors are “essential for proactive dust management” and reducing long-term health risks to miners. Over months and years, the data collected can highlight which processes or areas generate the most dust, enabling engineering changes (like better enclosures or different blasting techniques) to mitigate the problem at the source.
Ventilation and airflow monitoring: Proper ventilation is the lifeblood of underground mines. It delivers fresh air rich in oxygen, flushes out harmful gases and dust, and cools working areas. Ventilation systems in mines are vast and dynamic – involving huge fans, ventilation shafts, and regulators – and failures or inefficiencies in ventilation can quickly lead to dangerous conditions. To ensure air is moving as intended, devices like the P511 Air Velocity Monitor provide continuous feedback on airspeed in tunnels and at critical points in the network. By measuring how fast and in what direction the air is flowing, these monitors verify that the ventilation plans are being executed in reality. A sudden drop in air velocity might indicate a fan failure, a blockage due to a roof fall, or an improperly closed ventilation door.
Real-time airflow data allows mine operators to respond immediately to ventilation issues. If a section’s airflow falls below the required minimum, alerts will prompt action – such as adjusting other fans, rerouting air, or evacuating the area if life-supporting oxygen could be compromised. As one mining safety expert explained, tracking air velocity can even help forecast dangerous events like gas build-ups or ventilation failures, because you see the trend of airflow reduction and can intervene early. In practice, modern systems will alarm not only on absolute low airflow, but also if the velocity deviates significantly from normal patterns, hinting at a developing problem. Moreover, with continuous monitoring, mines can implement Ventilation on Demand (VOD) strategies: adjusting fan speeds and airflow based on real-time needs. For example, if monitors show no personnel or diesel equipment in a particular section (via airflow and perhaps gas steady), fans can be dialed down to save energy, then ramped up when activity resumes. This optimizes energy use while maintaining safety as the priority, since the system always knows the current ventilation status.
Noise level monitoring: The noise in mines – from drilling, blasting, heavy machinery – can be more than just an annoyance; over time it permanently damages hearing. Noise-induced hearing loss is a common occupational illness among miners. To combat this, regulations impose limits on how much noise exposure is permissible in an 8-hour shift (often around 85 dB(A) as an average, with higher levels allowed only for short durations). Real-time noise monitoring devices help mines ensure these limits aren’t exceeded in the working areas. These monitors are essentially calibrated microphones with data logging and wireless reporting capabilities. They continuously measure sound pressure levels and often can break down the readings by frequency, since high-frequency noise might be more damaging than low-frequency rumble.
By deploying noise monitors in various parts of an underground mine or near loud equipment, safety managers get a live map of the noise environment. If an area is trending towards excessive noise levels, they can rotate workers out more frequently, mandate hearing protection, or implement engineering controls (like installing sound insulation or maintenance to quiet noisy equipment). The monitors can send out alerts or strobe lights when noise spikes above a threshold, reminding workers to put on ear defenders if they aren’t already. Consistently, these devices ensure the mine adheres to noise regulations and protects miners’ long-term hearing. They provide the hard data needed to enforce “quiet zones” or justify investments in quieter machinery. As part of compliance, they also keep records – if ever audited, the mine can demonstrate through logged noise data that it remained within safe exposure limits or took action when limits were exceeded. In essence, real-time noise monitoring adds a layer of accountability and control to what was once an invisible slow hazard.
Early fire detection: While gas explosions are one fire risk in mines, even a conveyor belt fire or an electrical cable ignition can be disastrous in the confined, fuel-rich environment of a mine. Thus, another aspect of environmental monitoring is early fire and smoke detection. Specialized sensors like the S50 monitor continually “sniff” for smoke particles or even certain products of combustion in the air. The goal is to catch any sign of fire in its infancy – before it grows and before miners might even smell it. An advanced feature of modern mine fire detectors is the ability to differentiate real fire smoke from nuisances. Mines have many normal activities (welding, diesel engine exhaust, blasting residue) that can produce transient smoke or fumes. Simple smoke detectors would alarm frequently from these benign events, causing costly production stoppages or alarm fatigue. Intelligent systems like the S50 use pattern-recognition and multiple criteria to recognize the unique signature of an actual fire versus, say, diesel fumes. This means they are both sensitive and selective – providing a reliable early warning when there is a genuine fire threat, with far fewer false alarms.
When an incipient fire is detected, the system can automatically initiate fire suppression systems and send evacuation alarms. Early detection is absolutely critical underground because evacuation and firefighting are difficult in that environment. A few minutes’ delay can be the difference between a small, controllable fire and a mine-wide disaster. By integrating these detectors with real-time alerts and the mine’s communication network, any fire risk triggers an immediate, coordinated response. As a result, mines equipped with such early fire monitoring can dramatically reduce the potential for fire-related accidents and loss of assets. It’s a technology that directly speaks to safety and reliability – preventing incidents that not only endanger lives but also can halt operations for days or weeks.
In conclusion, a comprehensive environmental monitoring approach in mining – encompassing dust, airflow, noise, and early fire detection – represents a major leap forward in occupational health and safety. These systems work in concert: dust monitors protect respiratory health, airflow monitors ensure life-sustaining ventilation, noise monitors safeguard hearing, and fire/smoke detectors protect against one of the gravest mine emergencies. All of them operate in real time, which means the mine’s safety management is continuous and data-driven rather than periodic and reactive. The data from these monitors is often centralized on digital platforms, giving management a dashboard of the mine’s vital signs. This not only helps in immediate hazard control but also feeds into long-term improvements – by analyzing trends, the mine can identify persistent trouble spots and address root causes (for example, a consistently dusty loader path might be improved with better road treatment or water spray installations).
Crucially, deploying these monitoring technologies builds a culture of proactive safety and reliability. Miners and managers alike know that conditions are being actively watched and that they will be alerted to danger, which builds trust in the system. It also sends a message that the operation values worker health and is investing in cutting-edge tools to protect it. From a productivity standpoint, avoiding incidents means avoiding interruptions – a safer mine is also a more efficient mine. Digital environmental monitoring thus delivers a win-win: it helps ensure every worker goes home healthy each day, and it improves the mine’s overall performance by heading off problems before they escalate. In the larger picture, this reflects the mining industry’s transformation in the digital age – harnessing technology to create mines that are not only more productive, but fundamentally safer and more sustainable places to work.